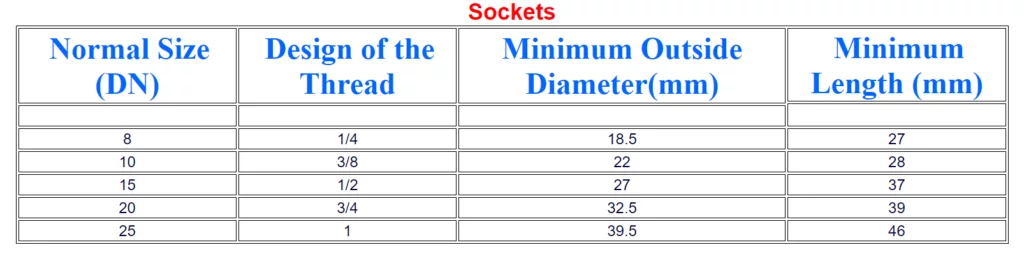
*Note: The Socket Length shown in Table meets the requirments of the ISO 50, but the minimum length B has been increased to allow for the chamfer at the ends of the sockets and is based on B= 2L + 3.5P
6. Testing
A. Visual Inspection: Each tube shall be inspected to ensure compliance with 2.3.
B. Tensile test: -- When the tubes are subjected to a tensile test the test shall be in accordance with BS 18 : Part 4 and the following requirements shall apply.
-- The tensile strength, Rm, the yield strength, Ro and the elongation A shall be determined and the results obtained shall comply with the requirements given in table 1, for the yield strength either the upper yield stress Ro or the 0.5% proof stress (total elongation) A, 0.5 shall be determined.
-- The percentage elongation shall be reported with reference to a gauge length of Lo=5.65 √So. If other gauge lengths are used, the corresponding percentage gauge length Lo=5.65 √So shall be obtained with reference to BS 3894: part 1. In cases of dispute a gauge length of Lo=5.65 √So shall be used.
C. Bend test (whole tube)
-- The bend test applies to tubes upto and including DN 50. When tested in accordance with the following bend test the finished tubes shall withstand the test without showing any signs of fracture or failure.
-- The test shall be carried out using a tube bending machine and the tube shall be bent round a grooved former of the radius given in (a) or (b) as appropriate. Tubes shall be bent with the weld at 90° to the plane of bending. The tubes shall not be filled for this test.
(a) Tubes which have not been hot-dip zinc coated shall be bent cold, without cracking, through 180° round. The diameter of the groove shall be equal to six times the outside diameter of the tube as given in Tables 3, 4, 5.
(b) Hot-dip zinc coated tubes shall be bent cold without cracking in cold condition through 90° round former having a radius at the bottom of the groove equal to eight times the outside diameter of the tube.
D. Flattening test
-- The flattening test applies to tubes greater than DN 50. When the tubes are tested in accordance with the flattening test the following requirements shall apply.
-- A ring not less than 40 mm in length taken from one end of each selected tube shall be flattened cold between parallel flat platens without showing eithercrack or flaw. Until the distance between the platens, measured under load is not greater than 75% of the original outside diameter of the tube and no cracks or flaws in the metal elsewhere than in the weld shall occur until the substance between the platens is less than 60% of the original outside diameter.
-- The weld shall be placed at 90° to the distance of flattening
*Note: Slight premature cracking at the edges would not be deemed to affect compliance with this standard.
E. Leak Tightness tool
-- Black tubes shall be tested in leak tightness at the manufacturer's works. The test shall be either a hydraulic test at a pressure of 50 bars, the pressure being maintained sufficiently long for proof and inspection or alternatively an eddy current test in accordance with appendix B.
*Note: The choice of test is at discretion of the manufacturer.
F. Bore test (hot-dip zinc coated tubes only)
-- When the tubes are tested in accordance with the bore the following requirement shall apply.
-- Hot-dip zinc coated tubes of DN 8 up to and including DN 25 shall after hot-dip zinc coating have a rod 230mm in length, of the appropriate diameter specified in table passed through them and shall have a free bore.